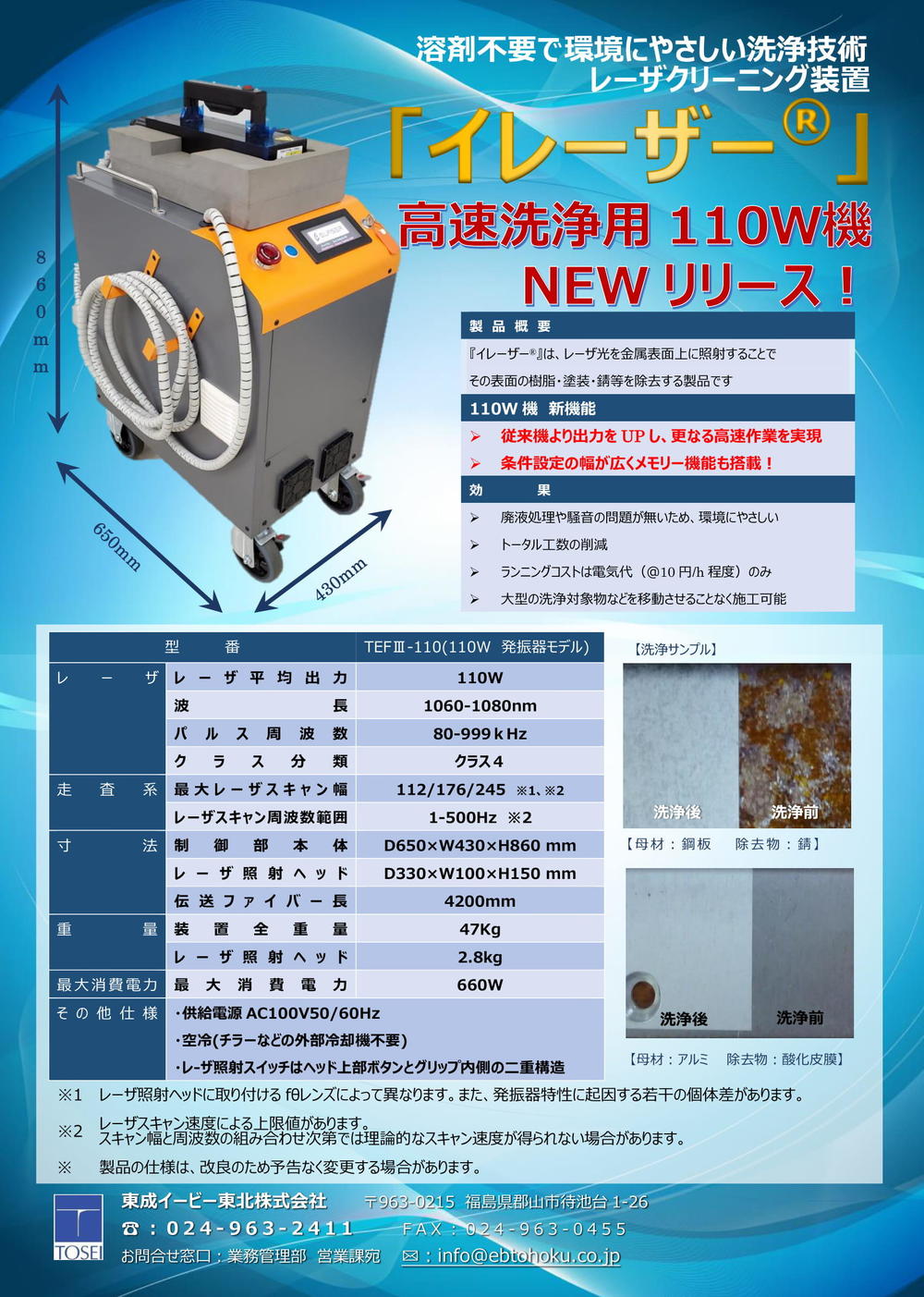
レーザクリーニングのメリット
レーザクリーニングプロセスは、溶剤や水などを用いないドライ環境でのクリーニングになります。廃棄物の処理を必要とせず、非接触加工であるため、適正なレーザ照射条件を選定すれば、母材を傷つけずにクリーニングを行うことが可能です。化学洗浄、ブラスト洗浄では、非施工部の保護のため、マスキング工程(前処理工程)が必要となる場合がありますが、レーザクリーニングは非施工部に影響なく洗浄が行えます。
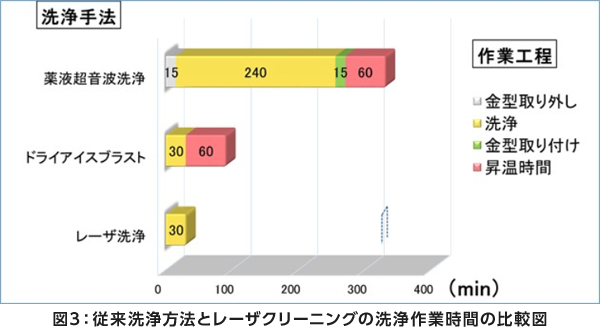
ブラスト洗浄で金型を洗浄する場合、「冷却⇒金型取外し⇒ブラスト洗浄⇒金型取付け⇒昇温」と工数が膨大に掛かりますが、レーザクリーニングでは、それらの工程を省くことが可能で、大幅な生産性向上が見込めます。ブラスト洗浄では、消耗品のランニングコストが掛かりますが、レーザクリーニングで掛かるコストは、電気代のみでコストダウンも見込めます。
レーザクリーニングのデメリット
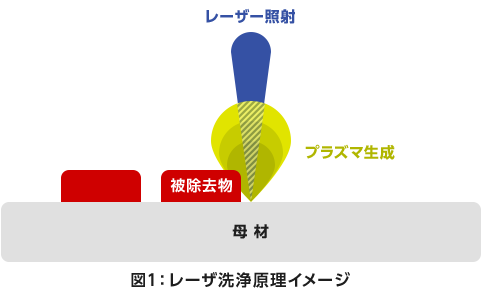
レーザクリーニングも万能ではなく、苦手な分野も存在します。光の照射によって洗浄を行っているという特性上、光を透過する除去対象物、または反射率の高い除去対象物の場合、除去が困難となります。(※2)さらに、洗浄対象が内部構造(複雑な形状)を持っている場合、光の当たらない箇所は洗浄不可能になります。また、レーザ加工閾値の差で精密な洗浄を可能としているため、その差が少ない場合や母材の方が低い場合は洗浄不可能となります。
洗浄できない事例:樹脂容器上の樹脂系プリント、ゴム上の金属等
※2光を透過する除去対象物であっても、PTFEコーティングの様に、除去対象物と母材との界面でレーザ光が反応するものは、剥がれるように除去できる場合もあります。
表1:従来洗浄方法とレーザクリーニングのメリット、デメリット比較表
| 洗浄方法 | メリット | デメリット |
|---|
| 薬液超音波洗浄 |
・汚れが隅々まで落ちる
・低コスト |
・廃液処理が必要
・洗浄溶剤が劇薬
・表面を傷つける
・洗浄物を取外す必要がある
・洗浄工程が多い |
| サンドブラスト |
・扱いやすい |
・表面を傷つける
・ランニングコストが掛かる
・粉塵が発生する |
| ドライアイスブラスト |
・製造現場での洗浄が可能 |
・騒音が発生する
・ランニングコストが掛かる
・金型を冷やすため、昇温時間が掛かる |
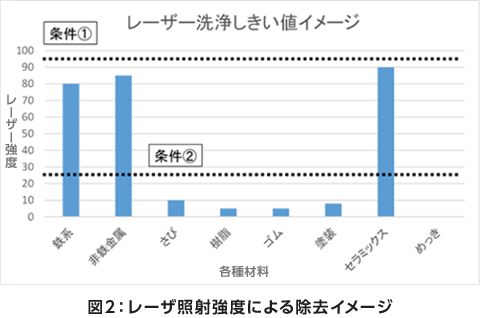
| レーザクリーニング |
・水、薬液、ブラスト材を使用しない
・ドライプロセスである
・母材にダメージを与えない
・非接触である
・表面層の一部を除去できる
・低ランニングコスト
・製造現場で洗浄が可能
・環境にやさしい |
・初期コストが他の洗浄装置より高い
・レーザ光が当たらない箇所は洗浄できない |
| 洗浄方法 |
|---|
| 薬液超音波洗浄 |
| メリット |
|---|
・汚れが隅々まで落ちる
・低コスト |
| デメリット |
|---|
・廃液処理が必要
・洗浄溶剤が劇薬
・表面を傷つける
・洗浄物を取外す必要がある
・洗浄工程が多い |
| 洗浄方法 |
|---|
| サンドブラスト |
| メリット |
|---|
| ・扱いやすい |
| デメリット |
|---|
・表面を傷つける
・ランニングコストが掛かる
・粉塵が発生する |
| 洗浄方法 |
|---|
| ドライアイスブラスト |
| メリット |
|---|
| ・製造現場での洗浄が可能 |
| デメリット |
|---|
・騒音が発生する
・ランニングコストが掛かる
・金型を冷やすため、昇温時間が掛かる |
| 洗浄方法 |
|---|
| レーザクリーニング |
| メリット |
|---|
・水、薬液、ブラスト材を使用しない
・ドライプロセスである
・母材にダメージを与えない
・非接触である
・無騒音である
・表面層の一部を除去できる
・低ランニングコスト
・汚れが早く落ちる
・製造現場で洗浄が可能
・環境にやさしい |
| デメリット |
|---|
・初期コストが他の洗浄装置より高い
・レーザ光が当たらない箇所は洗浄できない |
従来洗浄方法とレーザクリーニングの洗浄作業時間の比較
導入事例
・金型洗浄(ダイカスト・樹脂・ゴム等)
・エンジンリビルド業界(産業用機械・輸送機械)
・コーティング剥離(PTFE・DLC等)
・プラントメンテナンス
・塗装冶具・蒸着冶具の洗浄 等々
レーザクリーニング装置「イレーザー」販売機種のご紹介

| 製品仕様 |
|---|
| 型 番 |
TEFⅡ-70 |
TEFⅡ-38 |
|---|
| (70W発振器model) |
(38W発振器model) |
| レーザ | レーザ最大出力 |
70W |
38W |
|---|
| 波 長 |
1060-1080nm |
|---|
| パルス周波数範囲 |
1-500kHz |
|---|
| クラス分類 |
クラス4 |
|---|
| 走査系 | 最大レーザスキャン幅 |
66/108/172mm ※1・※2 |
|---|
| レーザスキャン周波数範囲 |
1-500Hz ※2 |
|---|
| 寸 法 | 制御部本体(突起部含む) |
D600×W360×H880mm(D650×W410×H960mm) |
|---|
| レーザ照射ヘッド |
D330×W100×H150mm |
|---|
| 標準伝送ファイバ長 |
4,750mm |
|---|
| 重 量 | 装置全重量 |
70kg |
68kg |
|---|
| レーザ照射ヘッド |
2.5kg |
|---|
| 最大消費電力 |
530W |
370W |
|---|
| その他共通仕様 |
●供給電源AC100V 50/60Hz |
|---|
| ●空冷(チラー等の外部冷却器は不要) |
| ●レーザ照射スイッチは、ヘッド上部ボタンとグリップ内側の二重安全機構 |
※1 レーザ照射ヘッドに取り付けるfθレンズによって異なります。また、発振器特性に起因する若干の個体差があります。
※2 レーザスキャン速度による上限値があります。スキャン幅と周波数の組み合わせ次第では、理論的なスキャン速度が得られない場合があります。
※3 製品の仕様は、改良のため予告なく変更する場合があります。
弊社ではイレーザーの洗浄テストを無償にて受け付けております。お気軽にお問合せ下さい!
洗浄テストをご希望される場合は、まずお問合せ頂いた後、テストを実施する洗浄物を送付あるいはお持込み頂きテストを実施する流れになります。
必要であれば、お立会い頂きながらのテスト実施も可能です。
弊社が訪問して洗浄テストを実施することも可能です。こちらについては別途ご相談下さい。
お問合わせ先:東成イービー東北㈱ TEL:024(963)2411 FAX:024(963)0455